- Trang chủ
- » Tin chuyên ngành
- » Ảnh hưởng của các nguyên tố hợp kim
Ảnh hưởng của các nguyên tố hợp kim
Cập nhật lần cuối:
Tafalo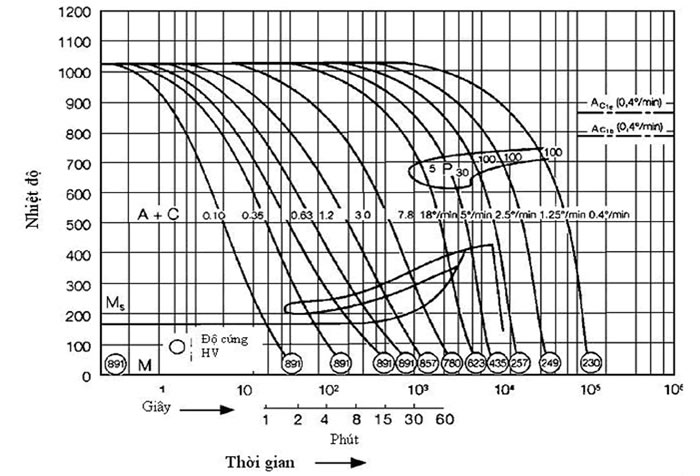 Tafalo
Tafalo
Với tổng hàm lượng các nguyên tố hợp kim 14,35-17,25 % là thép hợp kim cao, với nguyên tố hợp kim chính là crôm còn có các nguyên tố vanađi, môlípđen. Các nguyên tố hợp kim này có tác dụng tạo ra cácbit hợp kim giúp cho thép nâng cao khả năng chống mài mòn. Ngoài ra, các nguyên tố hợp kim này khi cho vào thép làm austenit ổn định hơn vì vậy làm cho đường cong chữ C dịch chuyển sang phải làm giảm tốc độ nguội tới hạn đồng thời làm tăng độ thấm tôi cho thép. Với hàm lượng nguyên tố hợp kim cao thì thép SKD11 làm nguội chậm vẫn nhận được tổ chức mactenxit. Nhìn chung, khi hàm lượng các nguyên tố hợp kim tăng thì độ bền, độ cứng của thép tăng còn độ dẻo, độ dai va dập giảm. Đặc biệt với hàm lượng khoảng 1%crôm và 3÷4% niken sẽ làm tăng mạnh độ dai va đập của thép, khi hàm lượng crôm và niken vượt quá khoảng trên thì độ dai va đập lại bắt đầu giảm
Ảnh hưởng của Cacbon:
Cacbon là nguyên tố quan trọng nhất quyết định chủ yếu đến tổ chức và tính chất của thép. Khi lượng chứa của cacbon trong thép tăng lên lượng cacbít cũng tăng lên tương ứng và làm thay đổi tổ chức tế vi của thép. Ở trạng thái ủ khi thành phần cacbon tăng lên độ bền, độ cứng tăng còn độ dẻo và độ dai giảm. Với hàm lượng cacbon 1,4÷1,6 % trong thép có tác dụng đảm bảo độ cứng và tính chống mài mòn cho khuôn.
Ảnh hưởng của Crôm :
Crôm là nguyên tố hợp kim thông dụng để hợp kim hoá, là nguyên tố tạo cacbit trung bình. Crôm có thể hòa tan trong ferit, mở rộng α, khi hàm lượng crôm cao nó sẽ kết hợp với cacbon để tạo ra cementit hợp kim (Fe, Cr)3C và các loại cácbit Cr7C3 và Cr23C6, những cacbit này làm nâng cao nhiệt độ tới hạn Ac1 và hạ thấp điểm Ac3 ngăn cản sự lớn lên của tinh thể, tăng độ thấm tôi cho thép. Crôm làm tăng cơ tính tổng hợp, nó còn có tác dụng cải thiện tính chống ram và độ bền ở nhiệt độ cao do nó tạo cacbit nhỏ mịn khi ram tiết ra ở nhiệt độ trên 2500C, do đó nó có tính chống ram đến nhiệt độ 250 ÷ 3000C, vì thế có tính cứng nóng đến 3000C. Ngoài ra, Crôm còn tăng mạnh tính chống oxy hóa do tạo thành Cr2O3 rất bền.
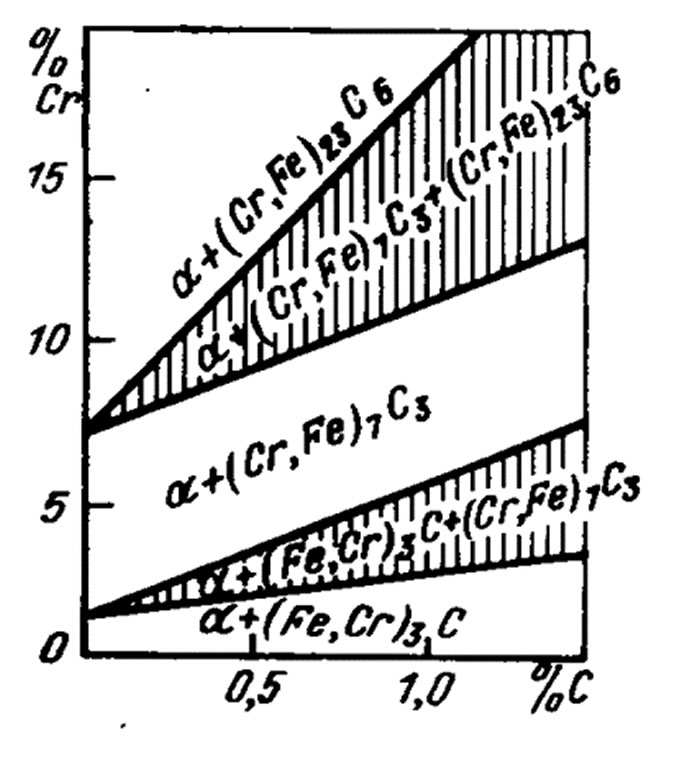
Hình 1.5. Sự phân bố giới hạn tồn tại của các loại cácbit trong hợp kim Fe-C-Cr
Ảnh hưởng của Môlípđen :
Môlipđen tăng mạnh độ thấm tôi, cải thiện tính chống ram do nó tạo cacbit nhỏ mịn phân tán khi ram ở nhiệt độ cao, làm giảm sự nhạy cảm đối với giòn ram. Môlipđen cùng với crôm có ái lực hoá học mạnh với cacbon tạo cacbit dạng Me6C giữ cacbon lại trong mactenxit làm cho thép nâng cao tính chịu nhiệt độ cao, tính bền nóng và cứng nóng
Ảnh hưởng của Vanađi:
Vanađi tạo cacbit VC có độ cứng rất cao, nhỏ mịn, nằm ở biên giới hạt ngăn cản sự lớn lên của austenit khi nung. Vanađi tăng tính chống ram và tăng khả năng chống mài mòn cho thép. Cacbit VC khó tan (hầu như không hòa tan) vào trong austenit ở nhiệt độ austenit hóa, khi lượng vanađi tăng tính chống mài mòn tăng và tính mài giảm.
Nhiệt luyện thép SKD11 làm khuôn dập nguội
Vấn đề nâng cao chất lượng và tuổi thọ của khuôn dập nguội đang là mục tiêu quan tâm của công nghiệp Việt Nam trong thời kỳ đổi mới, nhằm sản xuất ra các sản phẩm có chất lượng cao, giá thành hạ, có tính cạnh tranh trong khu vực và trên thế giới. Để giải quyết được vấn đề đó, cần phải có chế độ xử lý nhiệt hợp lý để đảm bảo cơ tính làm việc của khuôn dập nguội.
Tuổi thọ của khuôn dập nguội phụ thuộc vào độ bền, độ cứng và khả năng chống mài mòn. Thép có độ bền, độ cứng cao sẽ có tính chống mài mòn cao. Khi độ cứng của thép lớn hơn 60HRC thì cứ tăng thêm 1HRC, tuổi thọ của khuôn sẽ tăng thêm 30%. Thép SKD11 ở trạng thái cung cấp có tổng hàm lượng các nguyên tố hợp kim 14,35-17,25 % thuộc họ thép lêđêbuarit, sau khi đúc có lượng cacbit lớn ở dạng xương cá thô. Yếu tố này ảnh hưởng rất lớn đến quy trình nhiệt luyện và cơ tính của khuôn.
Xuất phát từ yêu cầu làm việc của khuôn dập vuốt, độ cứng cần đạt từ 58-60HRC. Khuôn làm việc chịu mài mòn cao và thay đổi liên tục. Như vậy, muốn khuôn có tuổi thọ cao, ngoài việc chọn độ cứng thích hợp còn phải chọn chế độ xử lý nhiệt sao cho trong tổ chức có nhiều cácbit nhỏ mịn phân bố đều. Vấn đề được đặt ra ở đây là sự kết hợp giữa độ cứng với tổ chức tế vi thích hợp để đạt được mục tiêu vừa đề cập ở trên.
Dưới đây là quy trình tổng quát quy trình chế tạo khuôn dập vuốt:
Tôi thép SKD11
Sau khi gia công cơ khí, khuôn cần phải được nhiệt luyện kết thúc để đạt được cơ tính đáp ứng yêu cầu làm việc của khuôn. Thép SKD11 có rất nhiều chế độ tôi và ram để đạt được những yêu cầu khác nhau về cơ tính.
Thép SKD11 có tới 12% crôm, cacbit sau khi đúc có dạng xương cá. Hình dáng, kích thước và sự phân bố cacbit trong tổ chức phụ thuộc rất nhiều vào quá trình gia công trước đó như rèn.
Khi nung tôi thép, lý tưởng nhất là làm sao hoà tan đến mức độ cần thiết các nguyên tố hợp kim có trong cacbit để mactenxit có độ cứng cao, nhưng không làm thô hạt và giòn. Khi lượng cacbon và nguyên tố hợp kim hoà tan vào austenit càng nhiều, điểm bắt đầu và kết thúc chuyển biến mactenxit càng thấp, sau khi tôi nên lượng austenit dư càng nhiều. Nhiệt độ tôi càng cao, thời gian giữ nhiệt ở nhiệt độ tôi càng dài, lượng austenit dư càng nhiều. Như vậy sau khi tôi tổ chức tế vi gồm mactenxit, cacbit, austenit dư. Đây là những tổ chức không ổn định và tạo ứng suất dễ gây nứt. Vì vậy, sau khi tôi cần tiến hành ram để khử ứng suất và xảy ra quá trình chuyển biến austenit dư.
Trước khi được nung đến nhiệt độ tôi 10500C, thép cần phải được nung sơ bộ nhằm hạn chế ứng suất nhiệt, ứng suất tổ chức, tránh hiện tượng nứt ngay khi nung do hệ số dẫn nhiệt của thép hợp kim nhỏ. Ứng suất nhiệt sinh ra khi có sự thay đổi nhiệt độ, sự thay đổi này càng lớn thì ứng suất nhiệt sinh ra càng lớn. Ứng suất tổ chức sinh ra do biến đổi tổ chức khi thay đổi nhiệt độ. Nếu xảy ra đồng thời cả hai loại ứng suất trên rất dễ gây biến dạng, nứt, vỡ khuôn. Vì vậy đối với thép SKD11 cần tiến hành nung phân cấp hai lần.
a. Nung sơ bộ:
Nung sơ bộ lần 1: Nhiệt độ nung sơ bộ lần 1 của thép SKD11 khoảng 6500C, đây là vùng nhiệt độ thép có tính đàn hồi cao trong khi đó tính dẻo lại thấp nên chi tiết rất dễ bị nứt. Vì vậy cần nung với tốc độ chậm (với tốc độ nung không vượt quá 1500/1h) đến nhiệt độ khoảng 6500C, giữ nhiệt đủ lâu ở khoảng nhiệt độ này để đồng đều nhiệt trên toàn bộ tiết diện.
Từ nhiệt độ 6500C trở lên độ dẫn nhiệt của thép cao hơn nên có thể nung chi tiết với tốc độ cao hơn để rút ngắn thời gian nhiệt luyện.
Nung sơ bộ lần 2: Nung với tốc độ khoảng 2000/h đến nhiệt độ 8500C giữ nhiệt. Giữ nhiệt ở khoảng nhiệt độ này có mục đích là hòa tan một phần cementit hợp kim ở dạng (Fe,Cr)3C đồng thời chuẩn bị cho việc hoà tan cacbit crôm ở dạng Cr7C3 và Cr23C6 để có thể rút ngắn được thời gian giữ ở nhiệt độ tôi, tránh được lớn hạt. Tuy nhiên khi nung đến nhiệt độ 8500C xảy ra chuyển biến thù hình peclit thành austenit, thể tích riêng của peclit lớn hơn austenit nên có sự kéo co thể tích khi chuyển biến gây ra ứng suất tổ chức. Vì vậy, cần giữ nhiệt đủ lâu trong khoảng nhiệt độ này để chuyển biến xảy ra từ từ, tránh tạo ra ứng suất tổ chức lớn.
b. Nung kết thúc đến nhiệt độ tôi
Nhiệt độ tôi và thời gian giữ nhiệt là hai yếu tố quan trọng nhất của quy trình này, trong đó nhiệt độ tôi đóng vai trò quan trọng hơn. Với thép SKD11 được nung đến nhiệt độ tôi khoảng 1030–1050 0C. Giữ nhiệt ở nhiệt độ này với mục đích hoà tan cacbit crôm ở dạng Cr7C3 và Cr23C6 vào austenit và làm đồng đều thành phần các nguyên tố hợp kim. Do nhiệt độ tôi của thép SKD11 là tương đối cao nên hạt lớn tương đối nhanh vì thế thời gian giữ nhiệt cần phải được hạn chế. Nên chọn thời gian ngắn nhất có thể. Thời gian giữ ở nhiệt độ này thông thường tính theo kinh nghiệm (2-2,5phút/mm chiều dày chi tiết với chi tiết mỏng, đến 3ph/mm chiều dày với chi tiết lớn).
c. Làm nguội:

Thép SKD11 có hàm lượng nguyên tố hợp kim cao, từ giản đồ C-C-T ta thấy đường cong chữ “C” dịch chuyển nhiều sang phải vì vậy tốc độ nguội tới hạn nhỏ. Sau quá trình nung tôi, chi tiết được làm nguội trong môi trường dầu nóng 600-800C nhằm giảm ứng suất, hạn chế cong vênh và nứt đồng thời đảm bảo tôi thấu chi tiết .
Ram thép SKD11
Đối với thép SKD11 có nhiều chế độ tôi khác nhau vì vậy cũng có thể có nhiều cách ram khác nhau để đạt được yêu cầu cơ tính khác nhau, sự ổn định kích thước và tính chống mài mòn. Chọn nhiệt độ ram phụ thuộc vào nhiệt độ tôi và độ cứng yêu cầu dựa vào biểu đồ nhiệt độ ram (hình 1.7).
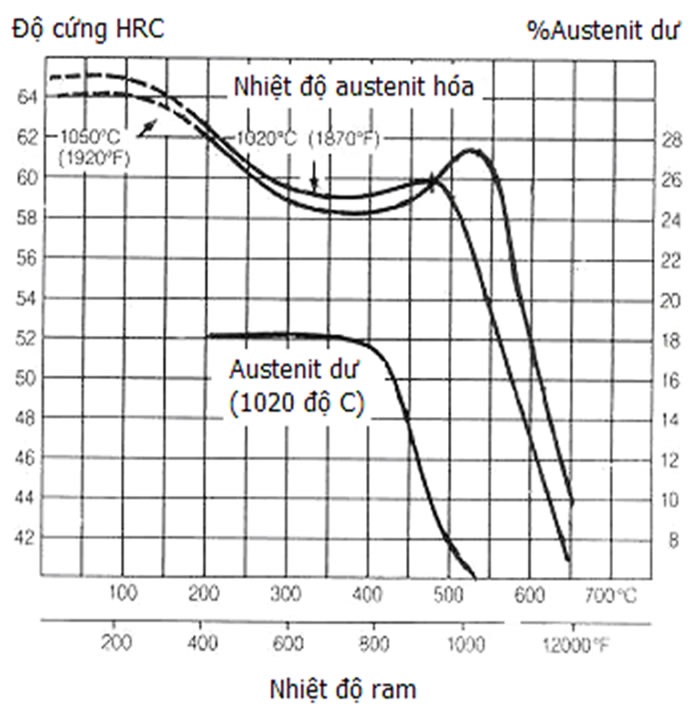
Hình 1.7. Ảnh hưởng của nhiệt độ ram tới độ cứng thép SKD11.
Khi nhiệt độ tôi cao thì lượng austenit dư càng nhiều vì vậy để lượng austenit dư này chuyển thành mactenxit ram và tăng độ cứng sau tôi thì phải tiến hành ram nhiều lần. Sau khi tôi xong chi tiết cần được ram ngay khi chi tiết nguội đến 300-500 để tránh nứt do ứng suất tổ chức và tránh ổn định hoá austenit dư. Tôi ở 1020oC-1050oC, lượng austenit dư sau tôi ít, độ cứng cao, nếu sau đó tiến hành ram ở nhiệt độ thấp (150oC-200oC) thì kết quả nhận được độ cứng cao và gần như không thay đổi (chỉ giảm 1-2 HRC) do nhiệt độ thấp chỉ khử bỏ một phần ứng suất, còn mactenxit và austenit dư hầu như chưa chuyển biến. Ram ở nhiệt độ cao, austenit bắt đầu chuyển biến, đáng kể ở nhiệt độ trên 5000C. Từ hình 1.8 cho thấy, có thể ram trong khoảng 500-5500C, để đạt độ cứng cao nhất. Nếu chọn nhiệt độ ram 540-5600C, vùng độ cứng đạt giá trị cực đại (độ cứng thứ 2), độ cứng này là do cacbit tiết ra khi ram ở dạng phân tán, nhỏ mịn. Đồng thời, ở nhiệt độ này hầu như austenit dư phân hủy gần như hoàn toàn thành mactenxit ram nên về độ cứng thô đại tăng lên.
Hình 1.8. Sơ đồ tổng quát quy trình nhiệt luyện của thép SKD11 làm khuôn dập nguội
Tuỳ thuộc vào yêu cầu cơ tính của khuôn như độ cứng cần thiết và tính chống mài mòn cao để tăng tuổi thọ cho khuôn thì sau khi ram đem thấm nitơ, nhiệt độ thấm nitơ nằm trong khoảng 4950-5650C. Để đảm bảo không làm thay đổi tổ chức sau khi ram nhiệt độ thấm nitơ phải thấp hơn nhiệt độ ram khoảng 300-500C.
Thấm nitơ trên thép SKD11
Mục đích thấm nitơ cho thép làm khuôn dập nguội
Thép SKD11 với hàm lượng cacbon cao và hàm lượng các nguyên tố hợp kim lớn thì độ cứng sau khi tôi và ram thấp có thể đạt được khoảng 61-63HRC với độ cứng này thép SKD11 có thể đáp ứng được yêu cầu làm việc của khuôn, nhưng nếu sản xuất
với số lượng sản phẩm trên một triệu thì độ cứng này lại không đáp ứng được yêu cầu tuổi thọ của khuôn. Vì vậy, để tăng tuổi thọ cho khuôn hay tăng độ cứng và khả năng chống mài mòn cho khuôn có thể áp dụng biện pháp xử lý bề mặt như phun phủ cacbit, mạ crôm cứng và thấm nitơ. Hiện nay, thấm nitơ thể khí là biện pháp được dùng phổ biến với chỉ tiêu kinh tế và kỹ thuật cao. Độ cứng của lớp thấm nitơ trên thép SKD11 có thể đạt đến 1000÷1100HV.
Khái niệm thấm nitơ
Thấm nitơ là phương pháp hóa nhiệt luyện, mục đích để khuếch tán nitơ vào bề mặt thép khi giữ ở nhiệt độ thích hợp, mục đích chủ yếu là nâng cao độ cứng trên bề mặt và tính chống mài mòn. Khi thấm nitơ còn tạo nên ứng suất nén dư đáng kể ở bề mặt, làm tăng mạnh giới hạn mỏi của chi tiết
Quá trình thấm nitơ thể khí thường chọn trong khoảng nhiệt độ 4950-5650C. Để đảm bảo không làm thay đổi tổ chức sau khi ram nhiệt độ thấm nitơ phải thấp hơn nhiệt độ ram khoảng 300-500C. Do nhiệt độ thấm nitơ thấp, để không làm hỏng tổ chức sau khi ram nên hệ số khuếch tán của nitơ trong thép rất bé, do đó tốc độ thấm nitơ rất chậm, thường chỉ đạt 5-10 μm/h.
Quá trình xảy ra khi thấm nitơ
Để thực hiện quá trình thấm trước tiên ta phải tạo ra môi trường thấm. Môi trường thấm được tạo từ ba thành phần chính là: chất thấm, chất độn và chất xúc tác.
Chất thấm là chất chứa các nguyên tố cần thấm, có thể ở dạng nguyên chất hoặc hỗn hợp với các nguyên tố khác. Dạng hợp chất thường gặp trong thực tế vì có thể điều chỉnh được hoạt độ của nguyên tố cần thấm. Tùy theo công nghệ thấm mà chất thấm có thể ở thể rắn, lỏng hoặc khí.
Chất độn (phụ gia) nhằm tạo ra môi trường và tốc độ thấm thích hợp, giảm tiêu hao nguyên liệu thấm chính. Ngoài ra, chất độn còn để tránh tạo ra các phản ứng phụ không cần thiết trong quá trình thấm, bảo vệ chi tiết trước khi thấm
Chất xúc tác được đưa vào nhằm tạo ra các nguyên tử hoạt tính của nguyên tố cần thấm. Các nguyên tử hoạt tính này có thể hình thành trực tiếp từ các phản ứng trong một điều kiện cụ thể. Trong trường hợp chất thấm có thể tự phân hủy để tạo ra nguyên tử hoạt thì không cần dùng chất xúc tác. Ngoài ra, chất xúc tác trong trường hợp cụ thể có thể điều chỉnh quá trình thấm theo hướng có lợi.
Quá trình thấm nitơ được chia làm ba giai đoạn: Phân hủy, hấp thụ và khuếch tán.
Giai đoạn phân hủy: Là quá trình tạo ra nguyên tử hoạt tính của các nguyên tố cần thấm, quá trình này xảy ra trong môi trường khí động, tại nhiệt độ thấm. Các nguyên tử hoạt tính được tạo thành có khả năng hấp phụ vào bề mặt kim loại.
Ví dụ: Trong khoảng nhiệt độ thấm từ 4500-6000C, NH3 sẽ phân hủy theo phản ứng:
NH3 = 2<N> + 6H
Nitơ nguyên tử <N> hình thành sẽ khuếch tán vào trong bề mặt thép tạo nên lớp thấm nitơ
Giai đoạn hấp thụ: Sau khi phân hủy, các nguyên tử hoạt tính hấp thụ vào bề mặt chi tiết, sau đó khuếch tán sâu vào bên trong kim loại cơ sở, tạo thành dung dịch rắn, pha trung gian hoặc các hợp chất hóa học. Kết quả của sự hấp thụ là tạo lên ở bề mặt thép các nguyên tử hoạt tính của nguyên tố thấm với nồng độ cao, tạo sự chênh lệch về nồng độ giữa bề mặt và lõi.
Giai đoạn khuếch tán: Các nguyên tử hoạt tính sau khi bão hòa vào lớp bề mặt thép với nồng độ cao được khuếch tán vào sâu trong bề mặt chi tiết tạo thành lớp thấm với chiều sâu nhất định. Nhờ khuếch tán, lớp thấm được hình thành có bản chất khác biệt với toàn khối kim loại. Chiều dày lớp khuếch tán phụ thuộc vào nhiệt độ thấm, thời gian giữ nhiệt.
Tổ chức và tính chất lớp thấm nitơ
a. Tổ chức lớp thấm nitơ
Tổ chức lớp thấm nitơ được xác định dựa trên giản đồ Fe-N
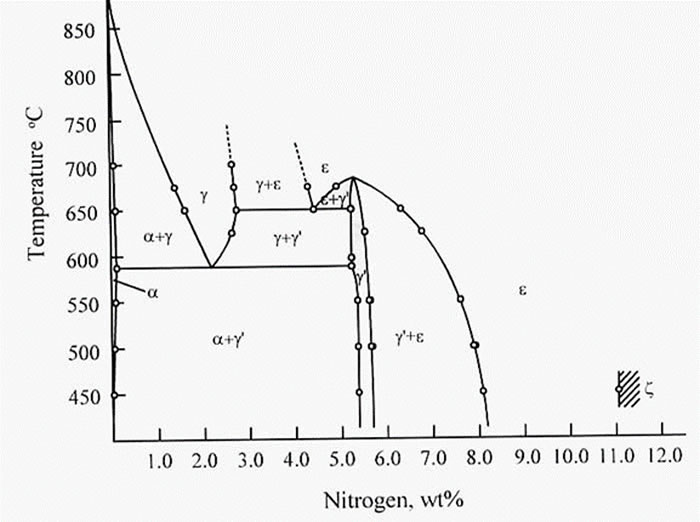
Hình 1.9. Giản đồ Fe-N
Theo giản đồ pha Fe-N (hình 1.9), khi nitơ khuếch tán vào trong thép ở trên nhiệt độ cùng tích (5900C) và lần lượt có thể tạo ra các pha: α , γ , γ', ε. Khi thấm ở nhiệt độ trên nhiệt độ cùng tích thì sẽ hình thành lớp thấm từ nền ra bề mặt thép theo thứ tự α→ γ+α→ γ→ γ + γ’→ γ’. Khi thấm ở nhiệt độ thấp hơn nhiệt độ cùng tích thì sẽ hình thành lớp thấm từ nền ra bề mặt thép theo thứ tự: α→ α + γ’→ γ’→ γ’+ε.
Trong đó:
α - dung dịch rắn xen kẽ của N trong Feα, được gọi là ferit Nitơ
γ - dung dịch rắn xen kẽ của N trong Feγ
γ’ - pha xen kẽ Fe4N, đó là pha rất cứng.
ε - pha xen kẽ Fe2N1-x. Đây là pha xốp.
Khi thấm có xuất hiện pha ε trên bề mặt, mặc dù có nhiều lỗ xốp nên độ cứng không cao (khoảng 300HV) nhưng tốc độ thấm lại rất lớn. Ngoài ra, các lỗ xốp còn là nơi chứa dầu bôi trơn làm tăng tính chịu ma sát khi làm việc. Về mặt động học cấu trúc xốp trên bề mặt tạo điều kiện thuận lợi để khuếch tán nitơ.
b. Tính chất của lớp thấm nitơ
Lớp thấm nitơ có độ cứng và tính chống mài mòn rất cao do tạo thành các pha nitrit sắt và các nitrit hợp kim nhỏ mịn, phân tán lớn trong lớp thấm. Độ cứng lớp thấm có thể đạt tới (1000÷1200) HV.
Trên giản đồ Fe-N ta thấy ở nhiệt độ 5900C tổ chức lớp thấm vẫn ổn định, điều này cho phép chi tiết thấm nitơ giữ được độ cứng nóng ở nhiệt độ cao khi làm việc. Tuy nhiên, ở nhiệt độ cao, sự khuếch tán nitơ vào phía trong cũng làm nghèo nitơ và giảm độ cứng của lớp thấm.
Thấm nitơ làm tăng độ bền mỏi do tạo nên lớp ứng suất nén dư ở bề mặt, ứng suất này làm giảm giá trị ứng suất kéo của ngoại lực trong quá trình làm việc của chi tiết.
Các yếu tố ảnh hưởng đến quá trình thấm nitơ.
a. Nhiệt độ
Nhiệt độ ảnh hưởng rất lớn đến quá trình khuếch tán của nguyên tử thấm vào trong thép. Khi nhiệt độ càng cao thì khả năng khuếch tán vào trong thép của nguyên tử thấm càng tăng (hình 1.10) và được biểu diễn dưới hàm mũ sau:
D = D0.exp (- Q/RT) (1)
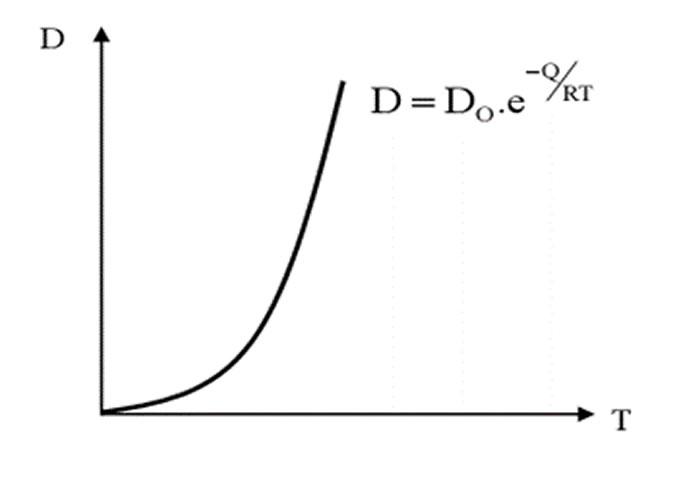
Hình 1.10: Đồ thị biểu diễn quan hệ giữa hệ số khuếch tán và nhiệt độ
Trong đó:
D0: Hệ số khuếch tán cùng thứ nguyên với D [cm2/S].
Q : Hoạt năng khuếch tán [cal/mol].
R: Hằng số khí, R=1.98 [cal/mol.độ].
T: Nhiệt độ tuyệt đối [K].
b. Thời gian.
Ở nhiệt độ cố định, thời gian khuếch tán càng dài, chiều sâu lớp khuếch tán càng dày quan hệ giữa chúng tuân theo quy luật parabol theo công thức:
; & nbsp; &nb sp; ; & nbsp; δ = K.τ1/2
Trong đó: δ – Chiều dày lớp khuyếch tán &nbs p;
; K - Hệ số tỷ lệ phụ thuộc vào D
τ - Thời gian
Từ hình 1.11 biểu diễn sự phụ thuộc của chiều dày lớp thấm vào thời gian của quá trình nhận thấy thời gian thấm càng dài, mức tăng chiều sâu lớp thấm càng chậm. Biện pháp hiệu quả nhất để tăng chiều sâu lớp thấm là tăng nhiệt độ chứ không phải là tăng thời gian. Tuy nhiên, đối với thấm nitơ ở nhiệt độ cao nhất thì nhiệt độ thấm phải nhỏ hơn nhiệt độ ram là 300-500C để đảm bảo tổ chức sau ram không thay đổi.
Các phương pháp thấm nitơ
Hiện nay có hai phương pháp thấm nitơ là: thấm nitơ thể lỏng và thấm nitơ thể khí. Tuy nhiên, phương pháp thấm nitơ thể khí là hay được dùng hơn cả do có các ưu điểm như: Hiệu quả thấm nitơ cao, kết quả thấm ổn định, tốc độ thấm đạt được 10-15μm/h, ít gây ô nhiễm môi trường.
Trong phạm vi đồ án đề cập đến thấm nitơ thể khí sử dụng NH3 để cung cấp nitơ nguyên tử cho quá trình thấm xảy ra.
Khí nitơ tồn tại dưới dạng phân tử (N2) rất ổn định do đó không thể dùng để thấm nitơ được. Một trong các chất khí có thể cung cấp nitơ nguyên tử là NH3.
Trong khoảng nhiệt độ thấm, từ 4500-6000C, NH3 sẽ phân hủy theo phản ứng:
NH3 = 2<N> + 6H
Nitơ nguyên tử <N> hình thành sẽ khuếch tán vào trong bề mặt thép tạo nên lớp thấm nitơ
Do nitơ khuếch tán vào trong thép chậm, nếu <N> hình thành quá nhiều không kịp khuếch tán vào thép sẽ kết hợp lại thành phân tử mất hết hoạt tính làm ngăn cản quá trình thấm tiếp theo phản ứng:
2NH3 → 2<N> + 6H → N2 + 3H2 ; & nbsp; (*)
Vì vậy phải luôn luôn bơm khí NH3 vào lò để duy trì tỷ lệ NH3 thích hợp cho quá trình thấm. Tỷ lệ này được đặc trưng bằng hệ số phân hủy β của NH3 (β = số mol phân hủy chia cho tổng số mol NH3 đưa vào). Bảng 1.5 cho giá trị độ phân hủy thích hợp cho từng nhiệt độ thấm.
Bảng 1.5. Giá trị độ phân huỷ thích hợp cho từng nhiệt độ thấm
|
Nhiệt độ thấm, 0C |
450-500 |
500-600 |
600-700 |
|
Hệ số β thích hợp, % |
20-35 |
30-45 |
40-65 |
Hệ số phân huỷ β được xác định thông qua thể tích khí được lấy ra khỏi lò gồm NH3, N2, H2 sau đó quy về điều kiện tiêu chuẩn V0, và V1 là thể tích còn lại sau khi sục nước gồm: N2 và H2 do chúng không hoà tan vào trong nước. Vì một thể tích NH3 phân huỷ cho ta hai thể tích hỗn hợp (N2 + H2) . Từ (*) ta có thể tích NH3 phân huỷ là V1/2. Khí hoà tan vào nước là NH3 dư có thể tích là V0 – V1, suy ra:

; Từ giản đồ hình 1.12 nhận thấy độ phân huỷ của NH3 phụ thuộc vào nhiệt độ, lưu lượng khí thấm. Ở nhiệt độ xác định, độ phân huỷ chỉ phụ thuộc vào lưu lượng tức là phụ thuộc vào thời gian lưu τ của NH3 trong lò:.
Trong đó: Q – Lưu lượng NH3 vào lò, m3/phút.
Vr, Vt, Vct – lần lượt là thể tích rỗng của lò, thể tích của lò thấm và thể tích chiếm chỗ của chi tiết, m3.
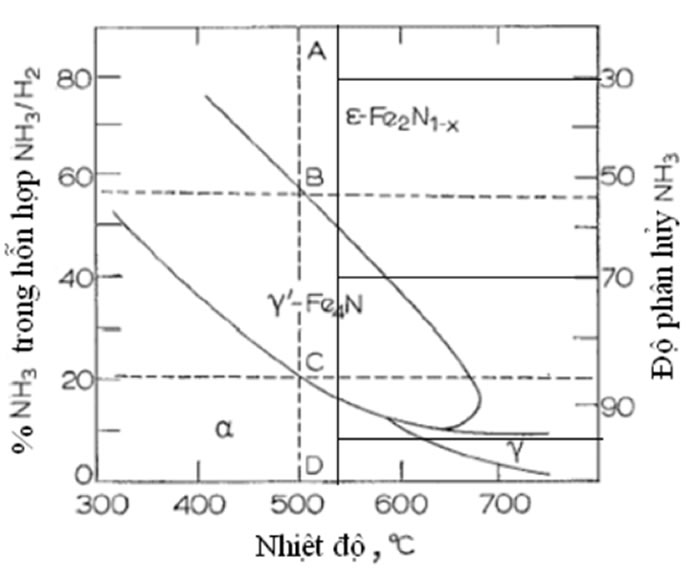
Hình 1.12. Giản đồ Layer thể hiện quan hệ giữa độ phân huỷ và sự hình thành tổ chức lớp thấm tương ứng với từng khoảng nhiệt độ khác nhau
Hiện nay, phương pháp dùng để điều khiển chính xác hàm lượng nitơ hoạt tính là phương pháp điều khiển theo thế thấm nitơ, thế nitơ là khả năng cung cấp nitơ của môi trường
; &
nbsp; &nb
sp;
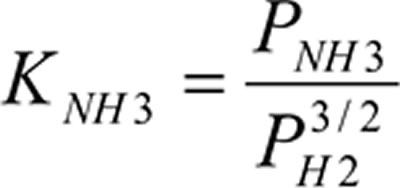
Trong đó: KN: Thế nitơ
; PNH: Áp suất riêng phần của NH3
; PH: Áp suất riêng phần của H2
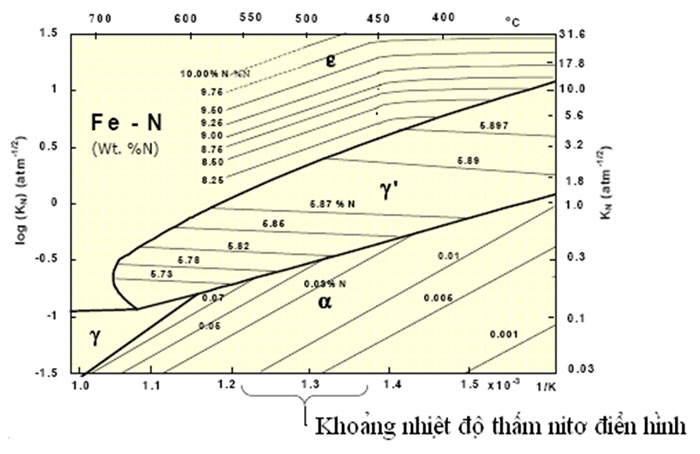
Hình 1.13. Biểu đồ thể hiện phương pháp điều khiển quá trình thấm nitơ thông qua thế nitơ
Có hai phương pháp thấm nitơ sử dụng môi trường khí thấm là NH3 gồm: Thấm một giai đoạn và thấm hai giai đoạn.
a) Thấm một giai đoạn:
Nhiệt độ thấm nitơ một giai đoạn trong khoảng 495 - 525°C với độ phân huỷ từ 15-30%. Nhận thấy thấm nitơ một giai đoạn cả hai quá trình bão hoà và khuếch tán đều giữ cùng một nhiệt độ xác định. Quá trình này khuôn rất giòn, dễ mẻ do lớp thấm γ’ giàu nitơ xuất hiện lớp trắng ở bề mặt điều này không mong muốn đối với khuôn dập nguội. Để khắc phục nhược điểm này người ta dùng phương pháp thấm nitơ hai giai đoạn.
b) Thấm nitơ hai giai đoạn:
Giai đoạn bão hoà của thấm nitơ hai giai đoạn ngoại trừ thời gian gấp đôi thấm nitơ một giai đoạn, nhiệt độ giai đoạn khuyếch tán có thể được xử lý ở nhiệt độ thấm nitơ giai đoạn bão hoà hoặc có thể tăng lên đến 550 ÷ 565°C. Tuy nhiên độ phân hủy ở giai đoạn khuếch tán tăng cao từ 65 ÷ 85% thậm chí có thể cao hơn ở mức 80÷ 85% còn ở giai đoạn bão hoà độ phân huỷ thường thấp hơn 20 ÷ 30%.
Mục đích chủ yếu của thấm nitơ hai giai đoạn là giảm chiều dày lớp trắng trên bề mặt do trong giai đoạn khuếch tán nguyên tử nitơ trên bề mặt tiếp tục được khuếch tán, trong khi đó độ phân hủy ở môi trường thấm thấp không đủ bão hòa với mức nồng độ lớn để tạo ra lớp trắng. Đó cũng chính là ưu điểm của thấm nitơ hai giai đoạn so với thấm nitơ một giai đoạn.
Do sau khi tôi và ram rồi thấm nitơ thì lớp thấm nitơ rất mỏng cỡ vài chục micrômet nên hiện nay để tăng khả năng khuyếch tán nitơ vào trong thép hay tăng chiều dày lớp thấm nitơ thì trước khi thấm đem xử lý ôxy hoá hoặc phốt phát hoá rồi thấm nitơ chiều dày lớp thấm đạt được cỡ trăm micromet. Lúc đó tính chịu mài mòn của khuôn sẽ cao hơn do vậy tuổi thọ của khuôn được nâng cao hơn.