VI NỨT VÀ CÁC NGUYÊN NHÂN XUẤT HIỆN VI NỨT TRÊN VŨ KHÍ
Cập nhật lần cuối:
Tafalo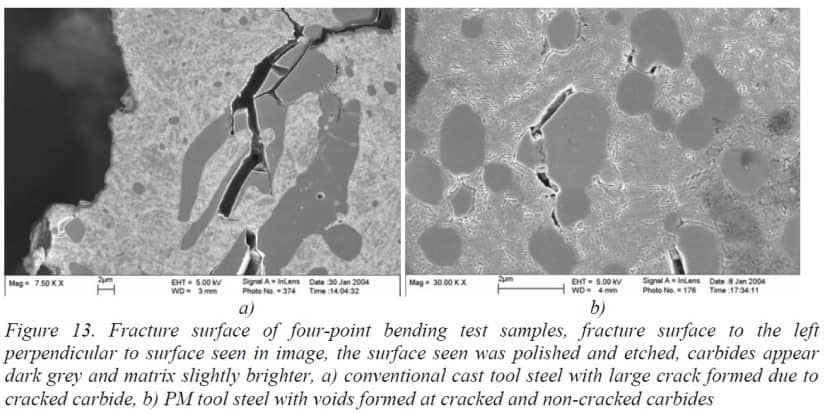 Tafalo
Tafalo
Đang cập nhật ...
Chắc không ít lần các bạn thấy một người thợ bẻ đôi phôi thép, chụp mặt cắt đăng lên phê búc, còn những người thợ khác vào khen ôi hạt mịn thế, đỉnh thế, đẳng's cấp. Vậy tại sao hạt thép mịn lại ngon, hạt thép thô lổn nhổn lại dở? Chắc hẳn không nhiều người hiểu về mặt bản chất, trong đó có cả thợ.
Vậy hôm nay hãy cùng tôi tìm hiểu về vi nứt, cơ chế hình thành của nó và cách khắc phục trên vũ khí bằng thép.
1. Vi nứt và sự mỏi của thép
sau quá trình nhiệt luyện, dưới tác động của quá trình làm nguội nhanh, các phân tử carbon bị nhốt trong một không gian chật hẹp và ổn định hơn - tạo thành các hạt carbide. Các hạt carbide này cứng, giòn và xen lẫn với phân tử sắt - carbon - các nguyên tố khác trong hỗn hợp thép. Sau đây tôi xin gọi mỗi hạt carbide này là 1 THẰNG BÉO để người đọc có thể dễ hình dung. Kích thước của các hạt carbide này có thể lớn, nhỏ hoặc siêu nhỏ tuỳ thuộc vào rất nhiều yếu tố. 4 yếu tố quan trọng nhất sẽ được nhắc tới vào cuối bài viết.

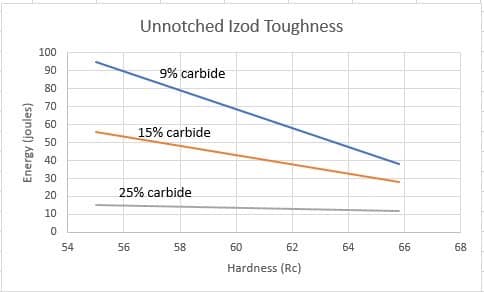
Các hạt carbide lớn cần ít ứng suất hơn để nứt gãy hơn các hạt carbide nhỏ. Nôm na là béo thì lắm bệnh hơn thằng gầy. Ví dụ như vì hàm lượng carbon nhiều hơn, gang cứng, hạt carbide to và dễ gãy hơn thép ở cùng thể tích. Còn giữa thép với nhau, mỗi loại thép, thép cán hay thép bột, hoặc do hàm lượng các nguyên tố, hoặc do cách nhiệt luyện, gia công sẽ cho ra kích thước và độ liên kết ( thân mật) của những THẰNG BÉO là khác nhau.
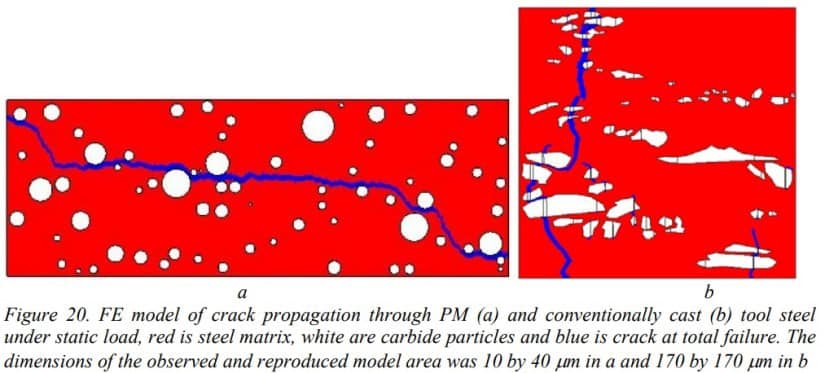
Ví dụ trong điều kiện nhiệt luyện và gia công lí tưởng phát huy được hết hiệu suất, thép D2 - một loại thép phổ biến để làm dao có kích thước THẰNG BÉO to hơn thép bột ( như S35vn ) khoảng 8-10 lần. và lực để gây xuất hiện Vi nứt của thép D2 là khoảng 700-900 MPa. Trong khi đó với thép bột là khoảng 3400-3600 MPa. Nôm na là coi 1 centimet vuông thể tích của thép là 1 chiếc ô tô, thì với không gian như nhau, chiếc xe s35vn chứa được 10 THẰNG BÉO, thì chiếc xe mang nhãn hiệu D2 chỉ chứa được 2 THẰNG BÉO, đã thế mấy THẰNG BÉO trong xe D2 lại không thân với nhau, cho mỗi thằng 7-900k là nó sẵn sàng từ mặt nhau, còn mấy THẰNG BÉO trên siêu xe S35vn phải cho nó hơn 3 củ nó mới đánh nhau, ít hơn nó ỉa vào mồm ngay. Việc pha nhiều Vanadium vào thép bột để giải quyết cả 2 vấn đề, hạt carbide mịn hơn và liên kết giữa những THẰNG BÉO cũng tốt hơn
Nói vậy không phải thép s35vn bền hơn thép D2 gấp 3-4 lần. Vì khi mấy THẰNG BÉO của thép S35vn quá đoàn kết, thì khi xuất hiện áp lực, vi nứt xuất hiện ở mấy THẰNG GẦY - các tạp chất khác có mặt trong siêu thép. Ở đây xuất hiện 2 yếu tố, một là kích thước của các THẰNG BÉO, hai là mức chịu lực ( độ thân thiết của mấy THẰNG BÉO) kéo theo khái niệm tiếp theo: sự mỏi của thép.
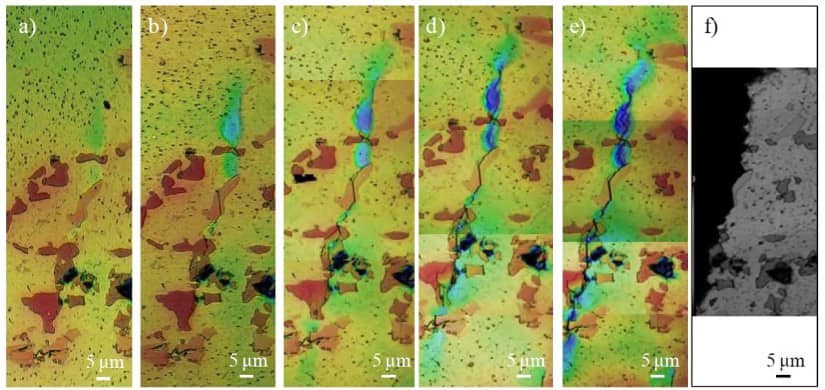
Khi lực tác động nhỏ hơn mức xuất hiện của Vi nứt, sẽ không xảy ra bất cứ vấn đề gì ( dao thờ là dao xịn nhất, không dùng sẽ đéo bao giờ hỏng) Nhưng khi lực tác động lớn hơn, các vi nứt hình thành trong khắp không gian 3D của thép. Và cường độ tác động lực sẽ đẩy nhanh quá trình xuất hiện vi nứt, đẩy nhanh quá trình các vi nứt liên kết với nhau tạo thành vết nứt. Ví dụ để dễ hiểu: 1 thanh kiếm chém vào tấm đệm xốp với lực tay 100N thì bạn có chém đến mỏi rụng tay, chém ngày này qua ngày khác nó cũng đéo xi nhê. Nhưng cũng thanh kiếm đó chém vào đe sắt với lực 300N thì hôm nay nó xuất hiện 10 vi nứt mà mắt thường không nhìn thấy. Mai thêm 10, ngày kia thêm 10 vi nứt nữa. Đến khi tích đủ Vi nứt nó sẽ gãy như 1 chiếc bánh đa mà không hề có dấu hiệu báo trước.
Một cách nhận biết sự quá tải áp lực gây ra vi nứt mà không cần soi kính hiển vi là khi thanh kiếm bị cong không thể tự phục hồi về biên dạng ban đầu. Hoặc khi bạn bẻ một mẩu dây thép nhỏ theo 2 hướng ngược nhau, chỗ yếu nhất sẽ có màu trắng đục hơn các phần thép khác.
2. Nguyên nhân khách quan của sự xuất hiện Vi nứt - Nứt - Gãy trên Vũ khí
Đối với dao bếp, lực tác động là không lớn, hơn nữa nó thường có quỹ đạo khá ổn định. Việc xuất hiện vết nứt thường do các yếu tố khách quan như chất lượng đầu vào của thép - cách rèn - cách nhiệt luyện - hoặc đơn giản là chọn sai độ dày cho tác vụ ( đem dao thái ra chặt).
Tôi hứng thú hơn với việc tìm ra nguyên nhân nứt gãy trên vũ khí lạnh như đao - kiếm bởi 2 yếu tố, một là va chạm với cường độ cực lớn và quỹ đạo không ổn định. Đối thủ không nói với bạn hắn sẽ chém theo hướng nào và bạn cũng sẽ không nghĩ ra sẽ đỡ ra sao ngoài các phản xạ có điều kiện đã được luyện tập từ trước. Hai là trên chiến trường, việc vũ khí gãy - giảm chiều dài trong lúc chiến đấu khiến bạn gặp bất lợi trong cuộc chiến sinh tồn.
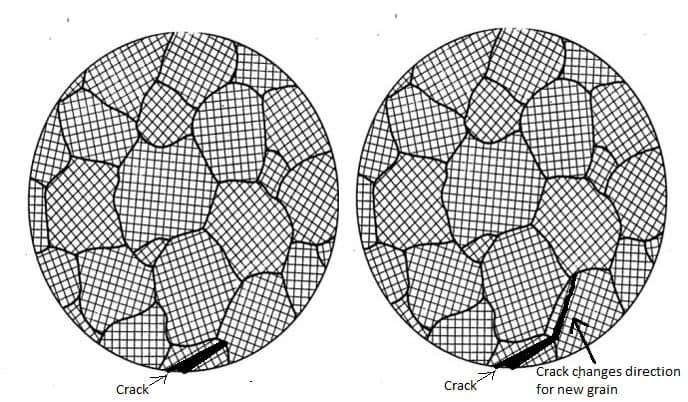
Ngoài các yếu tố đã được nêu, một thanh vũ khí ngoài việc chọn đúng loại thép, gia công nhiệt luyện tốt, biên dạng cũng là 1 phần quan trọng để tránh việc các vi nứt dễ dàng liên kết với nhau tạo thành vết nứt lớn. Tức là với việc chém thẳng vũ khí vào nhau hoặc vào giáp - chắc chắn sẽ gây ra vi nứt, còn cách nào để các vi nứt không liên kết, hoặc liên kết theo hướng không gây dễ gây ra nứt gãy cục bộ trong tiết diện thanh thép - vũ khí hay không?
1. Nếu là tôi thể tích, toàn bộ thanh kiếm cứng như nhau ở mọi chỗ, tức là những THẰNG BÉO được phân bố đều khắp chiều không gian của thép trong thanh kiếm, thì việc thu hẹp độ dày nhưng tăng bản rộng của vũ khí sẽ CÓ THỂ giúp vi nứt và nứt được định hướng theo chiều có lợi hơn so với một thanh kiếm dày hơn nhưng bản rộng lại hẹp hơn ở cùng tiết diện mặt cắt. Nếu hay xem các cuộc thi lên đai trong bộ môn Kendo - kiếm đạo. Bạn có thể dễ dàng nhận ra những người chém được nhiều bó chiếu nhất có bề rộng lưỡi kiếm dường như to bất thường, giống như đao - Miêu Đao hơn là kiếm. Ngoài vấn đề công thái là dao mỏng cắt tốt hơn dao dầy, một cách vô thức họ - những kiếm sĩ tự điều chỉnh nhu cầu thông qua những lần gãy vỡ của vũ khí trong lúc luyện tập. Một thanh kiếm dày 5mm rộng 6cm sẽ bền hơn một thanh kiếm dày 1cm rộng 3cm ( tiết diện mặt cắt đều là 3 centimet vuông) trong cùng điều kiện lực và tần suất khi va chạm.
2. đối với tôi bán phần - Hamon
Các thanh kiếm - Đao được nhiệt luyện cứng khoảng 1-1,5cm tính từ mép lưỡi lên gáy kiếm. phần này lại được hạ mỏng dần về mép bén nên phần thép cứng chỉ chiếm 20-25% tổng diện tích mặt cắt của lưỡi kiếm, còn lại là thép mềm. điều này xảy ra bởi 2 yếu tố. 1 là với chất lượng và công nghệ trước đây, khi mà vũ khí lạnh còn làm chủ chiến trường, các loại thép khi đó quá nhiều tạp chất gây ra sự yếu kém trong liên kết giữa các THẰNG BÉO. Thanh kiếm cổ có chất lượng thép tốt nhất cũng chỉ bằng thanh nhíp xe bây giờ - theo các nhà khoa học Nhật Bản và Châu Âu, thì bắt buộc phải có phần thép mềm như 1 chiếc đai bảo hiểm để giữ cho vũ khí không bị gãy lìa ra trong va chạm. Kiếm cong là điều chấp nhận được, và có thể dễ dàng nắn lại bằng tay với các công cụ thô sơ. Chứ nếu mới vụt nhau được cái kiếm gãy đôi còn có 50cm, trong khi đối thủ còn fullsize 1m1 cứ đứng chọc chọc rỉa rỉa đã chết cụ nó rồi. Đó là tư duy vũ khí của người NHật cổ.
Thứ 2 việc tôi cả thanh kiếm với môi trường nước khiến cho việc gia công sau tôi khó khăn hơn rất nhiều, tỉ lệ lỗi hỏng cũng lớn hơn. nếu cong theo 1 hướng như cong trái - phải, cong lên - xuống thì có thể xử lý bằng cách nắn lại trên 1 cục đồng nung nóng. chứ mà xoắn vỏ đỗ thì gần như vứt phôi đi, hoặc phải ủ mềm rèn lại và tôi lại từ đầu. Việc quân đang gấp gáp, ưu tiên số lượng hơn chất lượng mà ông nghệ nhân cứ ngồi mân mê thì sớm muộn cũng được Mạc chúa mượn cái đầu về làm chậu cây.
Câu hỏi tiếp theo của người viết. Nếu cùng là tôi hamon - bán phần. Cùng diện tích thép cứng trên mặt cắt, vậy có cách nào ngăn chặn sự liên kết giữa các vi nứt ngoài thay đổi biên dạng - độ dày hay không. Cá nhân tôi đánh giá ông nào nghĩ ra việc đắp Ashi - các vạch đất tạo vân lượn sóng là một bộ óc thiên tài vượt xa thời đại vài thế kỉ, hoặc có thể là 1 tai nạn đánh đổ lọ đất toé loe lên lưỡi mà ko chịu lau chùi đem nhúng luôn. Nghệ nhân Nguyễn Duy có biên 1 bài cụ thể hơn về cách tạo Ashi trên lưỡi kiếm, mình sẽ tìm lại link để hầu các bạn.
Để dễ hiểu, việc đắp Ashi có thể coi như tạo các khoảng đệm mềm giữa những vùng thép cứng. Khi đó nếu xảy ra Vi Nứt hoặc Nứt, những THẰNG BÉO này được tạo điều kiện để vết nứt phát triển xuống mép tạo mẻ cục bộ trong khoảng cách giữa 2 Ashi, hơn là việc để Vi nứt phát triển không kiểm soát được trong chiều không gian 3D của thép gây vết mẻ lớn hơn, hoặc tệ nhất là gãy đôi thanh kiếm.
Nếu Miêu Đao của Trung Quốc bản rộng nhưng mỏng hơn, hamon thẳng không có lượn sóng tối ưu hơn ở mục 1, thì Katana của Nhật lại dày hơn, bản nhỏ hơn nhưng hamon có Ashi - khoảng đệm thì khi để ngang lưỡi ra và đứng nhún nhảy lên với cùng 1 lực trong điều kiện cùng diện tích mặt cắt và chế tác lý tưởng, thì Miêu Đao sẽ bền hơn. Nhưng nếu chém thẳng lưỡi vào nhau thì Katana sẽ ít mẻ hơn do mép niku - convex to zero dày hơn. Còn que nào gãy trước nó còn phụ thuộc vào phương lực và tính chủ động chém - đỡ. Đúng là mọi thứ tinh hoa nhất đều được dành cho chiến tranh.
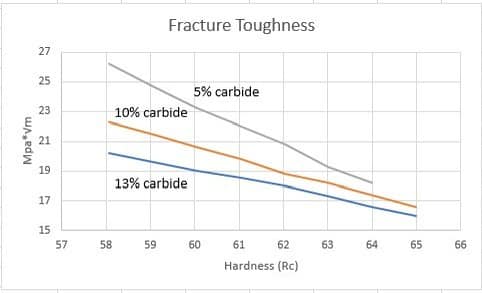
Việc độ bền nứt gãy ( độ bền vật liệu khi có vết nứt từ trước, cả vi nứt lẫn nứt) kèm với bài test Charpy mình đã dịch tại đây: http://vuadaobep.com/Tai-sao-dao-kiem-lai-bi-gay-me-tu... với tài liệu gốc của knifesteelnerds.com
Cám ơn các bạn đã theo dõi, dù mình biết bài học thuật chắc không có quá 10 người đọc hết bài, và chỉ 1-2 người lưu lại để đọc cho đến khi hiểu hết ý trong bài. Nhưng 1-2 người đó sẽ tiết kiệm được rất nhiều thời gian và công sức làm - test khi có một cơ sở lý thuyết vững chắc. Bê bài đi đâu xin dẫn nguồn tác giả Nguyễn Hữu Hải - Vuadaobep.com để thể hiện sự tôn trọng.